
Curso de Técnicas de Impresión 5
En el Curso de Técnicas de Impresión 5 hablaremos de Extrusionados, Control de Calidad de Primeras Materias, Control de Calidad del Proceso de Fabricación y Control de Calidad del Producto Acabado.
Extrusionados
Son productos estucados a base de diferentes tipos de plástico que se utilizan para embalajes resistentes a la humedad, a la grasa, a la luz, etc. En este capítulo se citan los más importantes.
Control de Calidad de Primeras Materias
El control de calidad de los diferentes productos vistos anteriormente, se agrupan en cuatro apartados:
1.º Control de calidad de papel y cartón.
2.º Control de calidad de autoadhesivos.
3.º Control de calidad de metalizados.
4.º Control de calidad de extrusionados.
Papel y cartón son agrupados en un mismo control porque los ensayos que se realizan son prácticamente los mismos.
Son varios los factores que intervienen en la consecución de un papel o cartón correcto. Por un lado, unas materias primas cuya calidad influirá de forma decisiva. Existe al mismo tiempo un proceso de fabricación extraordinariamente complejo; así como un acabado complicado, tanto por el propio proceso en sí como por los diferentes tipos de papeles o cartones que se conseguirán en función del tratamiento que se les dé.
Por tanto, el control de calidad debe dividirse en tres fases fundamentales:
1.º Control de calidad de materias primas.
2.º Control de calidad del proceso de fabricación.
3.º Control de calidad del producto acabado.
Control de Calidad del Proceso de Fabricación
Durante
el proceso de fabricación existen unos parámetros tanto referentes a la
pasta como al papel en sí que deben ser controlados. Aunque normalmente
las máquinas funcionan con ordenador, hay un buen número de
características que deben controlarse de forma sistemática.
Se entenderá por papel acabado aquel que ya no va a sufrir ningún tipo de modificación que pueda hacer variar sus características físicas o de imprimibilidad. Es decir, será un papel que estará ya apto para embalar, escoger o, quizás, guillotinar, pero que, en definitiva, ya no va a variar ninguno de sus valores estándares.
Cuando se trate de un papel no estucado pueden servir los mismos ensayos que se han mencionado hasta ahora, pudiendo medir las propiedades de lisura y resistencia, que pueden tener variaciones más o menos grandes si al papel se le da un tratamiento fuera de máquina, como puede ser el calandrado. No obstante, esto cada vez es menos frecuente, ya que con la puesta en marcha de las lisas de bombeo regulable, la mayoría de los papeles no estucados se acaban en la propia máquina; por lo que no tiene sentido volver a repetir los mismos ensayos. Evidentemente no es éste el caso de algunos papeles, como pueden ser los supercalandrados, en los que la acción de una calandra fuera de máquina es imprescindible.
Control de Calidad del Producto Acabado
En el caso del papel estucado la cosa cambia por completo, ya que al soporte se le añade una determinada cantidad de capa, puede dársele un calandrado más o menos fuerte, cambiando ésto la totalidad de las características del papel; por lo que es necesario repetir algunos de los ensayos. Por otra parte, sobre los papeles estucados se imprimen normalmente cuatricomías; por lo que son necesarios ensayos de imprimibilidad. Por tanto, sobre el papel acabado se realizarán dos tipos de ensayo:
* Ensayos físicos.
* Ensayos de imprimibilidad.
En "leer más" hay más información…
11.1. Polímeros utilizados en la extrusión
Los más corrientes son:
* Polietileno de baja densidad (LDPE).
* Polietileno de alta densidad (HDPE).
* Polietileno de fácil termosellado (LDPE easy-seal).
* Polipropileno (PP).
* Poliéster (PET).
* Adhesivo polímero (AP).
* Vinilpropileno (VP).
También se pueden poner otros productos barrera, como puede ser una lámina de aluminio.
Cuando se pone por la cara superior suele dársele un brillo especial para que, al mismo tiempo que realiza la función de barrera, sirva también para realzar la impresión.
La razón de utilizar uno u otro polímero va en función de las necesidades del producto, ya sean de temperatura, resistencia a la humedad, resistencia a la grasa, facilidad de termosellado, etc.
En las gráficas de la figura 31 pueden verse las principales características de estas diferentes láminas. Así, por ejemplo, en el caso de bandejas para hornear en todo tipo de hornos donde las temperaturas sean superiores a 200 °C, es evidente que sólo el poliéster aguantará esta temperatura. En otros casos es suficiente con un polipropileno.
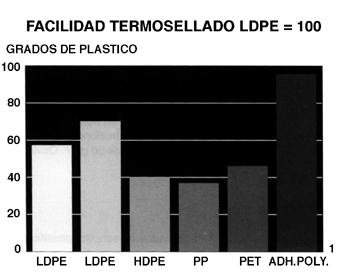
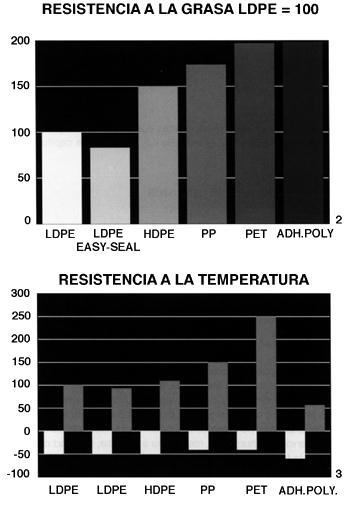
Características de algunos polímeros.
2. Resistencia a la grasa. 3. Resistencia a la temperatura.
Otra variante importante es que estas diferentes extrusiones pueden variar también su gramaje desde un mínimo de 15 g/m2 hasta un máximo de 50 g/m2. Obviamente la cantidad dependerá del resultado deseado.
11.2. Proceso de producción
El proceso de producción de los extrusionados es sencillo: se plastifica la bobina de cartón por una o dos caras por separado.
Antes y después de plastificar se suele dar un tratamiento corona con la finalidad de facilitar la extrusión y la posterior impresión y pegado de la caja.
La cara superior suele llevar también un proceso de abrillantado que sirve para resaltar la impresión.
En la misma máquina de extrusionar suelen existir dispositivos para añadir, si se desea, una lámina de aluminio o de cualquier otro tipo.
11.3. Tipos de extrusionados
No se considera oportuno en este apartado hacer ninguna clasificación especial, ya que, como se ha dicho anteriormente, las posibilidades son numerosas. Es frecuente combinar cartón o papel con extrusionados diversos y con láminas de aluminio para mejorar la calidad de impresión o como barrera. Tanto los papeles como los cartones pueden ser estucados o no estucados.
El fabricante se adapta siempre a las necesidades del usuario, por lo que el número posible de productos diferentes a obtener es, prácticamente, ilimitado.
- Control de Calidad de Primeras Materias
El control de calidad de los diferentes productos vistos anteriormente, se agrupan en cuatro apartados:
1.º Control de calidad de papel y cartón.
2.º Control de calidad de autoadhesivos.
3.º Control de calidad de metalizados.
4.º Control de calidad de extrusionados.
Papel y cartón son agrupados en un mismo control porque los ensayos que se realizan son prácticamente los mismos.
Son varios los factores que intervienen en la consecución de un papel o cartón correcto. Por un lado, unas materias primas cuya calidad influirá de forma decisiva. Existe al mismo tiempo un proceso de fabricación extraordinariamente complejo; así como un acabado complicado, tanto por el propio proceso en sí como por los diferentes tipos de papeles o cartones que se conseguirán en función del tratamiento que se les dé.
Por tanto, el control de calidad debe dividirse en tres fases fundamentales:
1.º Control de calidad de materias primas.
2.º Control de calidad del proceso de fabricación.
3.º Control de calidad del producto acabado.
A continuación se desarrollan por separado los tres puntos anteriores.
12.1. Control de calidad de materias primas. Pastas celulósicas
Las materias primas que intervienen en un papel son múltiples y variadas, pero pueden ser agrupadas en:
* Pastas celulósicas.
* Cargas y pigmentos.
* Aditivos.
De este grupo, seguramente el más complejo es el de los aditivos; siendo en los dos primeros bastante claro el tipo de análisis que se debe realizar.
Se definen a continuación los ensayos que se realizan a las pastas celulósicas.
12.1.1. Longitud de la fibra
Como se ha visto, al hablar de la fabricación del papel, la pasta celulósica puede ser de fibra corta o larga. Por otra parte, independientemente de que proceda de un pino o un eucalipto, no todas las fibras son iguales, por lo que debe determinarse la longitud media de la fibra suministrada.
Antiguamente esto se hacía mediante el clasificador de fibras denominado Bauer-McNett. El aparato consistía en hacer pasar una suspensión fibrosa por diferentes tipos de malla colocados en serie que retenían las fibras en función de su longitud.
Este análisis era relativamente lento.

Actualmente se dispone de un aparato muy sofisticado denominado Kajaani que de una forma óptica mide la longitud de las diferentes fibras disponiendo luego de un sistema integrado que da un gráfico, marcando las diferentes longitudes de fibra, así como los porcentajes.
El conocer la longitud de la fibra es importante de cara a elegir en el proceso de fabricación del papel el tipo de refino adecuado.
12.1.2. Viscosidad de la pasta
Es una característica que mide la degradación de las cadenas celulósicas. Para ello, se hace una disolución de celulosa en un reactivo químico denominado cuprietilendiamina que nos indica la longitud media de las moléculas, es decir, el grado de polimerización.
Cuanto más alta sea la viscosidad de la pasta, más largas serán las cadenas celulósicas y mejores aspectos de resistencia se conseguirán en el papel final.
12.1.3. Capacidad de refinado
Es, probablemente, la operación más importante a la hora de estudiar una pasta y será lo que determine su calidad, así como la del papel que pueda resultar de ella.

Pila holandesa de laboratorio.
Una vez hechas las formetas se realizan los siguientes análisis:
* Gramaje.
* Espesor.
* Volumen específico.
* Rigidez.
* Porosidad.
* Ceras Denninson.
* Scott.
* Longitud de rotura.
* Rasgado.
* Opacidad.
* Blancura.
Puede verse cómo evolucionan las características del papel haciendo gráficos y situando en el eje de abscisas el grado de refino y en el de ordenadas diferentes propiedades del papel.
12.1.4. Blancura
Se controla este parámetro por la importancia que tiene en la fabricación del papel. La blancura se puede medir con el Elrepho; éste es uno de los ensayos que ha de hacerse a otras materias primas, así como al papel, una vez fabricado. El sistema de medición se explicará cuando se hable de la blancura del papel.
12.1.5. Limpieza
Es imposible hacer un papel limpio con una pasta sucia. Por ello es importante hacer un control de las impurezas de la pasta. Para ello, se ponen las hojas encima de una mesa con luz y se van marcando los diferentes puntos sucios de la pasta.
Una vez terminado, se hace un contaje y, en función de unas normas previamente establecidas, se decide si se debe rechazar o, por el contrario, utilizarla.
12.1.6. Humedad
Normalmente éste es un ensayo que se hace nada más recibir la pasta; sacando muestras, que previamente pesadas, se meten en una estufa a 100 °C.
Se mide, por tanto, la humedad absoluta de la pasta. Normalmente, las pastas son suministradas con una humedad de un 10 %.
12.2. Control de cargas y pigmentos
Tanto las cargas como los pigmentos son compuestos minerales que hacen funciones de relleno (caso de las cargas), o son las bases del estucado (pigmentos). Son químicamente similares. No obstante, los pigmentos se destacan por tener una mejor molienda y finura, así como limpieza, ya que contribuyen al ennoblecimiento del papel.
Por esta razón el grado de control y análisis sobre ellos ha de ser más exhaustivo.
Los controles más importantes que se hacen son los siguientes:
12.2.1. Limpieza y arenilla
Este análisis es bastante simple. Basta dispersar la carga o el pigmento en agua, haciéndolo pasar luego por un cedazo y midiendo la cantidad de materia seca que queda sobre él.
El control de las impurezas es importante, ya que influirán de manera decisiva en la abrasividad del papel y en su limpieza, y aunque las cargas y pigmentos son filtrados antes de su uso, es evidente que cuanto más sucios estén, más peligro habrá de que salga un papel abrasivo.
La abrasividad influirá de forma negativa tanto sobre la máquina de papel (tela, fieltros, etc.) como sobre las cuchillas de cortadoras o guillotinas. Eso sin tener en cuenta los graves perjuicios que le puede ocasionar al cliente, como puede ser esmerilado de planchas, desgaste en las trilaterales de encuadernación, etc.
12.2.2. Granulometría
Este es un análisis que se hace a los pigmentos exclusivamente y que pretende poder medir el tamaño de partículas. Es un ensayo importante y puede ser determinante a la hora de rechazar un pigmento.
Existen fábricas de papel que no descargan el camión sin haber hecho este análisis previamente.
La granulometría es importante, ya que está totalmente relacionada con el poder cubriente del pigmento en el estucado.
Debe señalarse que la granulometría de los pigmentos existentes en el mercado es bastante regular.
El ensayo se efectúa con un aparato denominado Sedigraf, haciendo previamente una dispersión del pigmento y actuando sobre esta dispersión con un rayo láser.
12.2.3. Blancura
Lo mismo que ocurre con la pasta, debe controlarse este parámetro, ya que tendrá una influencia importante en la blancura final del papel.
Como en el papel, suele medirse también el grado de amarillez.
12.2.4. Humedad
Se controla también la humedad de las cargas y como en las pastas celulósicas, se mide la humedad absoluta.
12.3. Control de aditivos
Sin duda alguna, son los aditivos los elementos menos controlados en las fábricas de papel. Esto puede ser debido a varios factores tales como:
1.º El gran número existente.
2.º La falta en muchas ocasiones del aparato de análisis apropiado.
Efectivamente, el número de aditivos empleados en el papel es amplísimo y su total control exigiría de un laboratorio importante. Los aditivos más empleados son los encolantes, ligantes de estucado, almidones para size-press, melaminas, bactericidas, colorantes, matizantes, blanqueantes ópticos, etc.
Normalmente en el caso de los aditivos suelen hacerse ensayos del contenido en sólidos. Únicamente en el caso de ligantes para estucado pueden prepararse salsas en el laboratorio similares a las industriales, hacer extensiones con una varilla sobre un soporte y hacer luego ensayos de laboratorio sobre el papel resultante.
Otro de los aspectos que puede medirse en un aditivo es el pH.
- Control de Calidad del Proceso de Fabricación
Durante el proceso de fabricación existen unos parámetros tanto referentes a la pasta como al papel en sí que deben ser controlados. Aunque normalmente las máquinas funcionan con ordenador, hay un buen número de características que deben controlarse de forma sistemática.
13.1. Control del refinado
El control del refinado no se suele hacer en el laboratorio, sino que es un parámetro que suele medirlo el propio responsable de los refinos.
Para medir el refinado, se determina el grado Schopper °SR. La medida se basa en la diferente capacidad de desgote que tiene una pasta en función del refino que se le haya aplicado.
Para medir el °SR, se toma una muestra de la pasta refinada, se pone en un litro de agua y se introduce en el aparato de medición por su parte superior. Si la pasta está poco refinada el agua pasará muy rápido a través de una tela (similar a la de fabricación del papel), y el agua saldrá por los orificios a y b; mientras que si está muy refinada, el agua saldrá despacio y tenderá a salir mayormente por el orificio a.
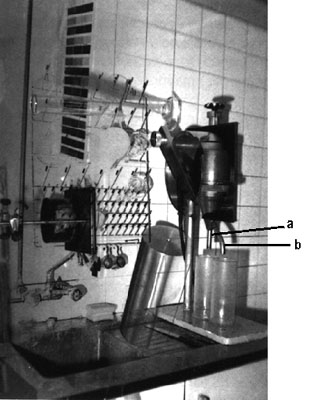
Medidor del grado Schopper
Debajo de cada orificio se pone una probeta. El °SR será el número de decímetros cúbicos que le faltan a la probeta que hay debajo de b para llegar a 1 litro, es decir, si del litro que se ha echado en la probeta debajo de b caen 70 dm3, el °SR será 30, que son los dm3 que le faltan para completar el litro.
13.2. Gramaje
El gramaje del papel se expresa en g/m2. Es un ensayo que se hace tanto durante la fabricación del papel como una vez acabado.
Para la medición del gramaje se cortan unas formetas de un tamaño determinado, 10×10 ó 20×20 ó 50×20 ó 50×50 cm., etc., y se pesan en una balanza de precisión. Cuanto mayor sea la formeta, más precisión habrá en la medición.
Dentro de la fabricación es conveniente medir el gramaje en todo el perfil de la bobina madre para detectar las posibles irregularidades que puedan existir.
13.3. Espesor
Es la medida del grueso de la hoja. Suele expresarse en micras, aunque los aparatos de laboratorio dan este resultado en centésimas de milímetro; por lo que debe multiplicarse por diez para pasarlo a micras.
El espesor es, sin duda alguna, uno de los aspectos más importantes a tener en cuenta sobre un papel. Cuando un editor necesita hacer un libro, el espesor del papel será un factor decisivo a la hora de elegir un gramaje u otro.
Sobre el espesor de un papel, influyen los siguientes factores:
* La composición fibrosa. Entre las diferentes clases de pasta química existentes en el mercado, no todas dan siempre el mismo espesor para un mismo gramaje. Por otra parte, el espesor puede incrementarse con la adición al papel de pasta mecánica. Otra forma de aumentar el espesor es prescindir de las cargas, bien sea de una parte, bien de todas. Cuanto menor sea el porcentaje de cargas, mayor será el espesor del papel a igualdad de gramajes.
* El acabado del papel. Es otro punto importante. Cuanto menos alisado o satinado esté el papel, mayor será su espesor. Por tanto, el espesor del papel se medirá cuando esté acabado, ya que el satinado producirá importantes variaciones.
13.4. Volumen específico
Comercialmente hablando es, sin duda alguna, una de las características más importantes en el papel. Se le suele conocer también con el nombre de mano y es una relación entre el espesor o calibre y el gramaje según la fórmula siguiente:
Volumen específico = Espesor (en micras) / Gramaje (en g/m2)
La unidad de volumen específico será cm3/g.
Sobre la baja repercusión que tienen las cargas y pigmentos en el espesor de un papel, se van a desarrollar algunos sencillos ejemplos para comprobarlo.
Sea un soporte para estucar de 70 g/m2. Este papel, puede tener un espesor aproximado de 90 micras. Por lo tanto,
VE = 90/70 = 1,28 cm3/g
Si a este soporte se le añade 10 g/m2 por cada cara, el papel pasará a 90 g/m2, mientras que el espesor continuará siendo prácticamente el mismo. Quizá se puede incrementar unas 3 ó 4 micras, con lo que,
VE = 93/90 = 1,03 cm3/g
Por tanto, una regla que puede establecerse es que un papel estucado siempre tendrá un volumen específico inferior a uno no estucado.
El papel anterior, una vez estucado, quedará mate. Si se quiere hacer semimate o brillante debe procederse a calandrarlo, con lo cual el espesor de 93 podría pasar a 88, en el caso de un semimate (se calandra suavemente) o a 78 si se trata de un brillante (papel satinado fuerte). En este caso, los volúmenes específicos serían los siguientes:
Para el semimate: VE = 88/90 = 0,97 cm3/g
Para el brillante: VE = 78/90 = 0,86 cm3/g
Otra afirmación será que el volumen específico de un papel irá disminuyendo conforme se le aumente la presión de calandrado y, en consecuencia, el brillo resultante.
Si al mismo soporte anterior, en vez de añadirle 10 g/m2 por cara, se le añade 20 para conseguir un estucado arte, el papel podría incrementarse unas 7 micras y el gramaje del papel llegaría a 110 g/m2. Este papel, al efectuar el satinado, podría pasar a un calibre de 78 ó 80 micras. Por tanto,
VE = 80/110 = 0,72 cm3/g
Cuanto más capa tenga el papel, menor será el volumen específico de éste, es decir, un papel arte siempre tendrá un volumen específico inferior a un papel industrial.
El volumen específico de un papel va ligado a su lisura y, en consecuencia, a su imprimibilidad. Cuanto mayor sea el volumen específico de un papel, es decir, cuanto mayor sea su espesor en relación a un gramaje fijo, peor será su imprimibilidad.
Aunque todos los papeles tienen su volumen específico, en el mercado existen los llamados volúmenes. Se llaman generalmente papeles volúmenes o voluminosos aquellos que tienen un volumen específico superior a 1,65 en papeles no estucados y 1,2 en papeles estucados.
En general, puede decirse que un papel no estucado nunca tendrá un volumen específico inferior a 1, y un papel estucado nunca tendrá un volumen específico superior a 1,3. Un papel no estucado puede tener un volumen máximo de 2,2 ó 2,3; mientras que el mínimo volumen de un papel estucado irá muy ligado al porcentaje de capa que lleve, siendo, por tanto, difícil de decir hasta que volumen mínimo puede llegarse.
En la fabricación de papeles volúmenes, además de llevar formulaciones especiales y las lisas levantadas, debe cuidarse el prensado en húmedo, ya que si es excesivo el volumen disminuirá. Es por eso, que en estos papeles las prensas eliminan muy poca cantidad de agua, por lo que deberá llevarse la máquina más despacio que en otros tipos de papeles para darle la posibilidad al papel de que elimine el agua en la mesa plana o en la sequería. Este punto, junto con la ausencia de cargas, son los que hacen que estos papeles tengan un precio superior.
13.5. Cenizas
Es un ensayo que se realiza para comprobar la cantidad de cargas o pigmentos que puede llevar un papel. Normalmente se hace exclusivamente durante la fabricación del soporte, midiendo de esta forma el porcentaje de cargas que lleva el papel en masa.
El ensayo recibe el nombre de cenizas porque se basa en quemar un papel al que previamente se le ha eliminado el agua en una estufa a 100 °C. Durante esta combustión, la fibra (materia orgánica) se quemará por completo, quedando únicamente el residuo inorgánico que constituyen las cargas.
Cuando se hace un ensayo de cenizas de un papel estucado no se puede conocer el porcentaje que procede del estuco y el que procede de la masa del papel.
El control de las cenizas de un papel es muy importante por los efectos de éstas, que como sabemos son las siguientes:
* Mejoran la opacidad y la blancura.
* Incrementan la lisura.
* Mejoran la capilaridad del papel regulando la entrada de los aceites de las tintas y mejorando, en definitiva, la calidad de la impresión.
Asimismo, un exceso de cenizas puede ser perjudicial para el papel, ya que las cargas no dan resistencia; por lo que, si el porcentaje es alto el papel será débil, teniendo, además, importantes riesgos de abrasividad. Es un punto básico, tanto que, en ocasiones, es uno de los datos que controlan los ordenadores instalados en las máquinas de papel. El resultado se expresa en %.
- Control de Calidad del Proceso de Fabricación
13.6. Grado de encolado. Cobb
Cuando se fabrica el papel se añaden unos productos denominados colas que sirven para regular la afinidad del agua y del papel.
El papel puede ir impreso en offset (sistema donde se utiliza el agua), puede ser luego encuadernado con colas al agua y, en ocasiones, cuando se hace papel para escribir con pluma o rotulador es muy importante que se controle la absorción del agua.
El sistema más usual para medir el grado de encolado de un papel es el Cobb. Consiste en poner sobre una superficie de 100 cm2 de papel 100 cm3 de agua, durante un tiempo determinado (normalmente 1 minuto) y calcular la cantidad de agua que absorbe. Cuanto mayor sea esta cantidad, menos encolado estará el papel.
Normalmente los papeles que se utilizan en manipulados suelen tener un Cobb inferior a 20 g/m2, mientras que los papeles para imprimir en offset pueden estar entre 20 y 35 g/m2. Un papel secante estaría por encima de 150 g/m2.
Medidor de encolado
13.7. Propiedades mecánicas
Se refieren principalmente a la resistencia del papel frente a las fuerzas que tienden a su rotura. Son propiedades que se miden únicamente en el control del proceso.
Se miden bajo métodos normalizados de ensayo y se refieren a:
* La resistencia a la tracción.
* Resistencia al estallido o reventamiento.
* Resistencia al desgarro.
* Ceras Dennison.
* Resistencia interna
13.7.1. Resistencia a la tracción
Se refiere a la fuerza necesaria para romper una tira o banda de papel por tracción longitudinal. Suele utilizarse la longitud de rotura como expresión de tal resistencia y es la longitud en metros o kilómetros que una tira de papel de anchura uniforme es capaz de sostener hasta el límite de su rotura. La longitud de rotura se calcula mediante la fórmula siguiente, a partir de la carga de rotura.
LR = 2/3 · 105 · CR/g
siendo:
LR = Longitud de rotura expresada en m.
CR = Carga de rotura expresada en kg fuerza.
g = Gramaje expresado en g/m2.
La carga de rotura se determina en un dinamómetro, sometiendo a un esfuerzo de tracción una tira de 15 0,1 mm de ancho y una longitud entre las mordazas de sujeción de 180 mm.
La capacidad de trabajo incluye en la medida de resistencia el alargamiento de la muestra antes de romper. Se expresa en %.
En este sentido dos papeles de igual resistencia a la carga de rotura pueden presentar distinta capacidad de trabajo o resistencia mecánica según su capacidad de sufrir alargamientos antes de romper.

Dinamómetro
La medida de la capacidad es más compleja que la de la carga de rotura y requiere la ayuda de un dinamómetro que registre gráficamente el alargamiento y el esfuerzo de tracción.
Cuando se somete el papel a las fuerzas de deformación (carga de rotura, estallido, etc.), primeramente sufre un alargamiento progresivo hasta llegar a su rotura.
La medida de dicho alargamiento y del límite máximo de rotura determina la característica ya descrita como capacidad de trabajo y da idea de la posibilidad del papel de absorber esfuerzos de rotura.
Otra característica plástica del papel es la resiliencia. Es la capacidad de recuperar su forma inicial, después de haber sido comprimido o deformado.
Ello puede tener importancia en el mercado del texto en la impresión tipográfica, por ejemplo, o en la capacidad de mantener el gofrado.
Los ensayos para medir la resiliencia no están suficientemente definidos, a pesar de que se dan algunos métodos, cuyos resultados no son totalmente satisfactorios. En ellos se mide más la compresibilidad que la recuperación.
La facilidad del papel para comprimirse (compresibilidad) ha sido objeto de estudios en relación a la importancia de ésta propiedad plástica frente a la impresión, especialmente en huecograbado. No han sido totalmente concluyentes los resultados, habida cuenta de que el papel suele imprimirse sobre una cama o base relativamente elástica o con caucho compresible, en el caso del offset. La elasticidad de la base suple o complementa hasta cierto punto la del papel, cuya lisura o rugosidad adquiere mayor significación en estos casos.
La humedad del papel tiene gran importancia en las propiedades plásticas. Por eso es importante acondicionar el laboratorio a 50-55 % HR y 20 °C de temperatura.
Como el papel tiene resistencia según sea tomada la muestra a lo largo o a lo ancho de la hoja, se determina la resistencia en ambas direcciones perpendiculares. Lógicamente, a mayores valores, mayor resistencia.
13.7.2. Resistencia al estallido
Es la resistencia del papel a una presión o fuerza aplicada perpendicularmente a su superficie.
El ensayo se realiza en el aparato Mullen.
Medidor del estallido
A mayor valor, mayor resistencia. Es indiferente el sentido o dirección de fabricación de la hoja de papel, pero no el de las caras. Debe, por tanto, determinarse presionando por una y otra cara en sucesivos ensayos. Se expresa en kg/cm2.
13.7.3. Resistencia al desgarro
Es la fuerza necesaria para continuar el desgarro en una hoja de papel, en la que ésta se ha iniciado mediante un corte.
Suele medirse, bajo condiciones y sistemas normalizados, en un aparato conocido como Elmendorf. Se expresa como índice o valor de desgarro en g fuerza.

Medidor del desgarro
Se mide en ambas direcciones de fabricación.
El desgarro es la única propiedad de resistencia del papel que es más elevada en la contrafibra que en la dirección de fibra.
13.7.4. Las ceras Dennison
Consisten en unas barras de cera o lacre cuya composición está estudiada para lograr un gradiente de adherencia sobre el papel.
Se numeran y cada número corresponde a un valor de resistencia (más alto a mayor valor).
Las ceras se funden por el extremo de la barra mediante el calor de una llama de una lámpara de alcohol y se pegan sobre el papel. Cuando han enfriado se arrancan de un tirón. El valor de resistencia corresponde al número inmediatamente más bajo de las ceras que arrancan. (La que da el primer arrancado).

El arrancado se considera que se produce cuando el papel presenta una alteración por rotura o levantamiento de fibras, aunque no quede pegado a la barrita de cera.
Para distinguirlas, cada cera tiene un color diferente.
Este ensayo no sirve para el papel estucado, ya que funde el látex del estuco y salen valores muy irregulares.
13.7.5. El sistema Scott
Es un ensayo cuyo principio está basado en la medida de la fuerza absorbida por la resistencia del papel al pretender arrancar una pieza adherida a una superficie, al ser golpeada por un péndulo.
El ensayo se efectúa en un aparato adecuado (Scott) cuyo fundamento es el de un péndulo que al caer golpea unas piezas en forma de L adheridas al papel mediante una cinta adhesiva por ambas caras. El papel es también adherido con el mismo tipo de cinta, sobre un soporte que se fija sobre el banco de ensayo del aparato.
El valor Scott se mide en un sector graduado mediante un cursor que es desplazado por el péndulo al caer.
Se expresa en índice o valor Scott. (Más resistente cuanto mayor valor dé).
La unidad es pie x libra.
El sistema Scott es utilizado en papeles multicapa y cartoncillo; siendo su valor menos significativo en papeles delgados.
13.7.6. Rigidez
Es otra forma de medir la resistencia de un papel. La rigidez puede ser ensayo de fabricación, aunque también puede hacerse sobre el papel acabado.
Aunque es un ensayo mucho más importante para cartoncillo que para papel; en ocasiones, puede ser interesante su medición, sobre todo, cuando se trata de papeles delgados y que han de ser impresos a grandes tamaños.
El aparato más característico para medir la rigidez es el llamado Taber. El resultado se da en unidades Taber (g.cm.).

Rigidómetro Taber
13.9. Lisura
Teniendo en cuenta el entrecruzamiento de las fibras, así como la acción de la tela y de los fieltros, el papel suele tener dos caras diferentes; siendo algo más rugosa la cara tela que la cara fieltro, aunque esto no es una regla totalmente cierta, pues en algunos casos ocurre lo contrario.
Las cargas y los recubrimientos superficiales tienden a disminuir estas diferencias.
Los métodos más corrientes para medir la lisura de un papel son el Beck y el Bendtsen.
El Beck, que es más apropiado para papeles estucados, mide el tiempo que tarda en pasar una determinada columna de aire (a presión constante) entre una placa de superficie perfectamente pulida y una probeta de papel sobre la cual se apoya dicha placa metálica.
Método Beck
A menor lisura, más facilidad para pasar el aire, que lo hará en menor tiempo. El resultado se expresa en segundos.
El Bendtsen mide la cantidad de un flujo de aire que pasa por minuto a través de los espacios comprendidos entre un aro metálico y el papel. Cuanto mayor sea la cantidad de aire que pasa, menor será la lisura del papel. La unidad de medida será mililitros/minuto.

Método Bendtsen
Resumiendo:
* En el Beck, valores de ensayo altos, corresponden a papeles más lisos.
* En el Bendtsen, valores de ensayo altos, corresponden a papeles más rugosos.
* El ensayo de lisura se hace durante el proceso y una vez acabado el papel. En el caso del papel estucado existen sistemas como el IGT, del que se hablará más adelante, para medir la lisura o rugosidad de un papel.
* La lisura de los papeles es una propiedad muy ligada a su volumen específico. Podría decirse que la lisura va disminuyendo conforme aumenta el volumen específico del papel, es decir, su espesor a igualdad de gramaje.
Es, por otra parte, como se ha dicho anteriormente, una propiedad muy ligada a la imprimibilidad, pues normalmente un papel imprimirá mejor cuanto más liso sea. Por tanto, la lisura relacionada con el volumen específico y con la imprimibilidad son propiedades que al ir ligadas en algunos casos en relación inversa, obliga tanto al papelero como al impresor a conocer las posibles anomalías que pueden ocurrir cuando se toman decisiones que exigen incrementar el espesor del papel sin perder imprimibilidad.
13.9. Porosidad
Se mide la porosidad al aire y se utilizan los mismos aparatos que en la lisura.
Se trata de comprobar la cantidad de aire de un flujo determinado que puede pasar a través del papel y que estará relacionado con la estructura interna de la hoja. En otras ocasiones, se mide el tiempo que tarda en pasar un volumen fijo de aire.
El ensayo de porosidad se hace exclusivamente en papeles no estucados, ya sean offsets naturales o soportes para estucar.
Normalmente, es un ensayo de poco valor significativo en algunos papeles, excepto en los offset volumen; ya que en estos casos, al ser un papel sin cenizas, será muy poroso y, en ocasiones, una porosidad excesiva puede dificultar la entrada del papel en una máquina de imprimir al coger ésta más de una hoja al mismo tiempo.
La porosidad puede medirse con el Bendtsen y se obtendrá el volumen de aire que pasa a través del papel en un tiempo determinado, es decir, ml/minuto, o bien, con el Gurley que mide el tiempo que tarda en pasar un volumen fijo de aire a través del papel. En este caso la unidad de medida será el segundo.
- Control de Calidad del Producto Acabado
Se entenderá por papel acabado aquel que ya no va a sufrir ningún tipo de modificación que pueda hacer variar sus características físicas o de imprimibilidad. Es decir, será un papel que estará ya apto para embalar, escoger o, quizás, guillotinar, pero que, en definitiva, ya no va a variar ninguno de sus valores estándares.
Cuando se trate de un papel no estucado pueden servir los mismos ensayos que se han mencionado hasta ahora, pudiendo medir las propiedades de lisura y resistencia, que pueden tener variaciones más o menos grandes si al papel se le da un tratamiento fuera de máquina, como puede ser el calandrado. No obstante, esto cada vez es menos frecuente, ya que con la puesta en marcha de las lisas de bombeo regulable, la mayoría de los papeles no estucados se acaban en la propia máquina; por lo que no tiene sentido volver a repetir los mismos ensayos. Evidentemente no es éste el caso de algunos papeles, como pueden ser los supercalandrados, en los que la acción de una calandra fuera de máquina es imprescindible.
En el caso del papel estucado la cosa cambia por completo, ya que al soporte se le añade una determinada cantidad de capa, puede dársele un calandrado más o menos fuerte, cambiando ésto la totalidad de las características del papel; por lo que es necesario repetir algunos de los ensayos. Por otra parte, sobre los papeles estucados se imprimen normalmente cuatricomías; por lo que son necesarios ensayos de imprimibilidad. Por tanto, sobre el papel acabado se realizarán dos tipos de ensayo:
* Ensayos físicos.
* Ensayos de imprimibilidad.
Los ensayos más importantes desde el punto de vista físico son los siguientes:
14.1. Brillo del papel
El brillo de un papel viene expresado como el porcentaje de la intensidad de la luz reflejada por una superficie cuando incide en ella un haz luminoso de intensidad prefijada.
El ángulo de incidencia puede ser 75, 60 o 45°.
Los valores a diferentes ángulos son distintos; por lo que, cuando se indica el brillo de un papel, debe añadirse el ángulo de medida.
Para medir el brillo se toma una probeta de papel sobre la que se hace incidir el haz luminoso con el ángulo de incidencia correspondiente.
En el brillo de un papel influyen las siguientes circunstancias:
a) Gramaje de la capa de estuco y composición de ésta.
b) Calandrado.
Cuanto mayor sea el gramaje de estuco, mayor será el brillo del papel. También influye la composición pigmentaria de la salsa de estuco, ya que no todos los pigmentos dan el mismo resultado.
Por otra parte, el calandrado influirá también en este brillo. Por eso, si se fabrica un papel mate se prescinde del calandrado; cuando se hace un semimate se calandra ligeramente; y en los papeles brillantes se efectúan calandrados fuertes.

Medidor de brillo
El calandrado no es la única forma existente para dar brillo a un papel, están también los cilindros satinadores llamados yankees, donde el brillo se da por fricción, contra un rodillo caliente de unos 5 m de diámetro.
Para dar brillo se emplea también la cepilladora, que suele, a veces, utilizarse en los estucados arte y para los cartoncillos.
14.2. Humedad
Es, sin duda alguna, uno de los aspectos fundamentales a considerar en las propiedades del papel. Se ha de tener en cuenta que la celulosa es un producto higroscópico, con lo que reaccionará de una forma u otra en función de la humedad del ambiente donde se almacene el papel. Es, por tanto, necesario tratar esta cuestión.
Se comienza definiendo las diferentes clases de humedad.
14.2.1. Humedad absoluta
Se trata del contenido en agua que lleva el papel expresado en porcentaje de su peso total. La celulosa presenta grupos OH que son tan afines al agua que ni tan siquiera en el papel seco es posible eliminar completamente la humedad. Las cadenas celulósicas pueden absorber agua tanto a nivel químico como físico. A nivel químico la celulosa puede llegar a fijar entre un 4 y 6 % de agua. Este agua recibe el nombre de coloidal y no influye en el comportamiento del papel con respecto a los cambios atmosféricos.
Existe, por otra parte, un agua denominada capilar y que se extiende por las fibras por un efecto de capilaridad y que puede llegar a constituir hasta un 25 % del papel. Finalmente está el agua que puede alojarse en los poros del papel sin ningún tipo de atracción física o química. Sería la conocida como agua absorbida y que puede llegar a ser alrededor del 300 % del peso del papel.
El grado de absorción de un papel estará totalmente ligado a su composición fibrosa, disminuyendo cuando se incrementa el porcentaje de cargas, ya que éstas son menos higroscópicas que la celulosa. La absorción de agua por parte del papel provoca hinchamiento de las fibras, que es mucho mayor en el sentido transversal que en el longitudinal. Estos cambios pueden ser motivo de problemas de registro en la impresión, o bien, pueden darnos problemas de planeidad.
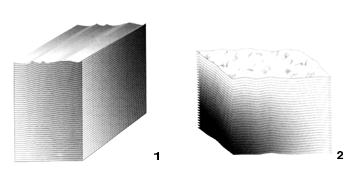
1. Papel ondulado / 2. Papel abollado
La humedad absoluta suele calcularse sometiendo a desecación en una estufa a 105 °C una muestra de papel. El peso perdido con respecto al peso original constituirá el contenido en agua.
Como resumen, hay que decir que únicamente el agua capilar es la que influye en los cambios del papel. No así el agua coloidal, que al estar químicamente unida a la celulosa no tendrá influencia.
La ganancia o cesión de humedad por parte del papel puede perjudicar seriamente sus procesos de impresión o manipulación. En el caso de cesión de agua, el papel se seca y produce abolladuras, mientras que si gana humedad las fibras se hinchan y se producen ondulaciones.
Otro problema puede ser el abarquillado, que puede obedecer a una ganancia superior de humedad en una de las caras. El abarquillado puede ser común en los estucados 1/c, ya que tienen mayor afinidad a ganar agua por la cara no estucada. De ahí que convenga estabilizarlos para evitar este problema.
14.2.2. Humedad relativa
La pérdida o ganancia de agua en el papel tendrá una relación con el aire que circunde a éste. El intercambio será progresivo hasta que se llegue a un punto en que el equilibrio entre la presión de vapor del agua del papel y de la atmósfera sean iguales. Cuando se habla de humedad relativa del papel se refiere a la humedad relativa del aire con la cual el papel se encuentra en equilibrio.
El aire siempre lleva una cantidad determinada de vapor de agua y tiene un límite distinto a cada temperatura. Este límite se conoce como estado de saturación. Si se enfría un volumen de aire saturado, como su capacidad para contener vapor de agua disminuye con la temperatura, una parte del vapor de agua se condensa y pasa a líquido. A la temperatura a la cual el aire resulta saturado y el vapor que lleva se convierte en agua, se la conoce como "punto de rocío". Por contra, si un volumen de aire está en su punto de rocío y se eleva la temperatura aumenta su capacidad para contener vapor de agua y dejará de estar saturado.
La humedad relativa se define como la relación expresada en porcentaje entre la cantidad real de vapor de agua existente en una unidad de volumen de aire y la que contendría si estuviese saturado.
Por ejemplo, si en el aire hay 9 g/m3 de agua a 20 °C y, a esta temperatura, el aire saturado tuviera 18 g/m3, la humedad relativa sería:
H.R. = 100·9g/m3 / 18g/m3 = 50 %
Diagrama psicométrico
Así, por ejemplo, observando el diagrama, si la humedad absoluta del aire es de 10 g/m3 y la temperatura 22 °C, tomando sobre los ejes estos valores, se obtiene la curva de humedad relativa del 50 %.
En el diagrama psicométrico se observa que cuando la temperatura sube, baja la humedad relativa y viceversa. Es, por ésto, que se recomienda que el papel esté entre 24 y 48 horas en la sala de máquinas sin quitarle el embalaje. La razón de esta espera puede explicarse a través de la gráfica, así como también la tabla de valores dada por el instituto Fogra, donde relaciona el tiempo de adaptación de humedad en función del volumen de la pila y la diferencia de temperatura entre ésta y el ambiente.
Comprobando tanto la gráfica como el cuadro de valores se observa que, por ejemplo, para una pila de papel con un volumen de 0,5 m3, si la diferencia de temperatura entre ésta y la imprenta fuera de 5 °C, sería necesario un tiempo de adaptación de 9 horas; mientras que si la diferencia fuera de 7 °C el tiempo pasaría a ser de 11 horas, y así sucesivamente.
Gráfica del instituto Fogra
La humedad relativa en el papel puede medirse mendiante la utilización del higrómetro digital denominado Rotronic. El Rotronic ha de introducirse en la pila de papel en dirección contrafibra y mantenerlo durante unos minutos hasta que la medida expresada no varíe.
Puede medir también la temperatura.
Asimismo, dispone de un accesorio para la medición de humedad en las bobinas.
Otro sistema para la medición es el higrómetro de cabello denominado comúnmente espada, aunque es menos exacto.

Higrómetro digital Rotronic
Volumen de la pila de papel en m3
Diferencias en °C entre el papel y los locales de la imprenta
5 °C 7 °C 10 °C 15 °C 20 °C 25 °C 30 °C
0,2 m3 6 hr 8 hr 11 hr 16 hr 22 hr 27 hr 40 hr
0,3 m3 7 hr 9 hr 13 hr 19 hr 27 hr 36 hr 49 hr
0,4 m3 8 hr 10 hr 15 hr 23 hr 33 hr 43 hr 57 hr
0,5 m3 9 hr 11 hr 18 hr 26 hr 39 hr 53 hr 70 hr
0,6 m3 10 hr 12 hr 20 hr 28 hr 45 hr 64 hr 83 hr
1,0 m3 11 hr 13 hr 22 hr 32 hr 52 hr 77 hr 103 hr
2,0 m3 12 hr 14 hr 24 hr 36 hr 60 hr 100 hr 140 hr
14.2.3. Histéresis
El papel, como se ha dicho anteriormente, se equilibra con la humedad ambiental cuando se le quita el embalaje.
En este equilibrio, es importante definir un fenómeno conocido con el nombre de histéresis según el cual la humedad del papel será distinta en función de que el estado de equilibrio de éste con una determinada humedad relativa del aire se haya alcanzado, partiendo de un estado más húmedo o más seco del mismo papel. Es decir, la humedad de equilibrio del papel será más elevada cuando su humedad de partida sea inferior. Este fenómeno se puede representar con un diagrama en el que en el eje de abcisas se indica la humedad relativa del aire circundante y en el de ordenadas el contenido en agua del papel, cuando la humedad ambiental varía de cero a 100 %.
Diagrama de histéresis
La curva inferior nos indica la absorción del agua por parte del papel y la superior, la de desabsorción. La razón de esta desigualdad es debida a que para la celulosa es más fácil absorber agua que cederla.
En la absorción participan todos los grupos OH disponibles existentes en la celulosa. En cambio, cuando eliminamos agua de la celulosa, por ejemplo, por evaporación se han formado nuevas zonas cristalinas entre los grupos OH que dificultan la desabsorción. Si ahora sometiésemos nuevamente la celulosa a un incremento de humedad, ésta absorbería agua en menor cantidad, debido a la formación de estas zonas cristalinas.
Se explica así, por qué las fibras que han sido secadas admiten menos agua que las que no lo han sido.
A causa de la histéresis, no existe una relación biunívoca entre la humedad del papel y la humedad relativa del aire circundante; porque a un valor definido de humedad corresponde un contenido de agua que puede variar dentro de unos ciertos límites y depende de la historia del papel, es decir, del número, de la duración y de la importancia de las variaciones de humedad a que se haya sometido anteriormente el papel. El margen de posible variación del papel para un valor de humedad relativa comprendido entre el 30 y el 70 % es del 1 al 2 % aproximadamente.
14.3. Estabilidad dimensional
Puede ser definida como la resistencia del papel a deformarse ante las variaciones extremas de humedad.
La estabilidad dimensional irá relacionada a los siguientes factores:
a) Composición fibrosa. Un papel será tanto más inestable cuanto mayor sea su composición fibrosa, es decir, un papel sin estucar será más inestable que uno estucado, ya que la capa de estuco es inerte. El que normalmente se presenten mayores problemas de registro sobre papeles estucados es debido a que son éstos los que soportan condiciones más críticas de impresión.
b) Refinado. Cuanto más refinado está un papel, más inestable será. Así, por ejemplo, los pergaminos o papeles vegetales que están muy refinados son más inestables que otros papeles más corrientes. Esto es debido a que al refinar y existir más puntos de unión entre las fibras, éstas ganarán facilidad para absorber o ceder agua.
c) Proceso de fabricación. El diseño de la máquina también influirá en la estabilidad. La size-press, al margen de darle al papel un tratamiento superficial, contribuye a mejorar su estabilidad.
Para medir la estabilidad dimensional de un papel existen varios sistemas.
1. Introducir tiras de papel en cámaras climáticas donde pueden hacerse cambios grandes de humedad relativa, por ejemplo pasar del 40 al 90 % y viceversa. Posteriormente pueden comprobarse las oscilaciones de las dimensiones del papel.
2. Un segundo sistema también muy usado y más simple que el anterior consiste en sumergir una tira de papel de unos 20 cm de largo y 1,5 cm de ancho apoyado sobre una placa y en agua durante unos 10 minutos. Se comprueba posteriormente el alargamiento.
Los ensayos de estabilidad dimensional siempre deben hacerse a fibra y a contrafibra. El valor a fibra dará prácticamente cero, ya que las fibras no se alargan. En la contrafibra el valor no debe superar el 2,5 %.
14.4. Planeidad
Es un aspecto básico relacionado con el punto anterior. Los papeles deben ser planos, ya que en caso contrario tendrán todo tipo de problemas, como pueden ser dificultades de entrada de máquina, agujetas, falta de ajuste, doble impresión (remosqueo), etc.; de ahí que se haya insistido en la gran importancia que tiene la humedad en el papel, ya que cualquier variación de ésta modificará la planeidad del papel. A veces, los fallos de planeidad pueden venir relacionados con el proceso de fabricación; sea por irregularidades en el secado del papel, en los tiros de la máquina, etc. No obstante, debe insistirse en el tema de que un papel correcto puede volverse defectuoso en condiciones adversas si no se toman todas las precauciones que se han mencionado anteriormente.
El control de la planeidad es puramente visual.
14.5. Blancura
Este análisis se hace por contraste con la blancura de una substancia que se toma como patrón, que puede ser el OMg u otros.
Los resultados se ofrecen en porcentajes sobre el blanco patrón.
Para medir este parámetro se dispone del Repho y del Photovolt. Actualmente existe el Datacolor 2000 que mide directamente la blancura, así como la cromaticidad del papel. El resultado será en %. Dado que la blacura se compara por contraste con otro elemento, su valor en un papel podrá ser superior al 100 %.

Datacolor 2000
14.6. Opacidad
Se expresa como porcentaje de blancura que pierde el papel entre una medición de un conjunto de papeles muestra y la blancura de una hoja colocada sobre una superficie negra. Se utilizan los mismos aparatos de medición que para la blancura. La opacidad será más grande cuanto mayor sea el porcentaje de cargas o contenido de pasta mecánica. Asimismo, la menor blancura de un papel beneficiará a su opacidad.
14.7. Dureza de bobinas
Este es un ensayo que se realiza obviamente en el papel que es expedido en bobinas. El ensayo es muy simple y se realiza con el llamado esclerómetro.
Consiste en ir incrustando la parte saliente sobre la bobina. El aparato lleva un registro donde quedan claramente indicadas las partes más duras y blandas de las bobinas. En función del gráfico que se obtenga se tomará la decisión de rechazar o no las bobinas.
Medidor de la dureza de bobinas
Los perfiles defectuosos en las bobinas pueden ocasionar problemas de desperdicios de papel al hacer éste arrugas al entrar en presión. Aunque las rotativas disponen de tensores para que el papel entre lo más plano posible a los cuerpos impresores, si la bobina tiene desigualdades importantes de dureza siempre dará problemas de impresión.
14.8. Blistering
Es un ensayo relacionado con las bobinas de papel estucado en rotativa heat-set (secado por calor). Se trata de ver a que temperatura el papel hace ampollas en el horno de secado de tinta. Este ensayo se hace introduciendo el papel en un baño de silicona y viendo la temperatura a la que surge la ampolla. La temperatura debe superar los 180 °C. El blistering está relacionado con la humedad del papel y con su composición fibrosa.
14.9. Acidez (o alcalinidad)
a) Descripción
Los conceptos de acidez y alcalinidad normalmente se expresan mediante el "pH". El agua, cuya fórmula molecular es H2O, presenta un pequeño porcentaje de sus moléculas disociadas en iones, según la expresión:
Se dice que el ión hidrógeno con carga positiva (H ) es responsable de la acidez, mientras que el ión hidróxilo (OH-) cargado negativamente produce la alcalinidad. En el agua pura, puesto que la disociación de la molécula produce la misma cantidad de iones positivos que de iones negativos, no existe acidez ni alcalinidad y se dice que su pH es neutro.
Cuando se disuelve una sustancia ácida en agua, su disociación iónica aporta iones H y, por tanto, la solución presenta un pH ácido. Al disolver una sustancia alcalina (cuya disociación iónica aporta iones hidróxilo, OH-) la solución se convierte en alcalina.
El pH se expresa en números del 0 al 14. Esta expresión numérica corresponde al exponente que aparece en el denominador de la expresión matemática que representa la concentración de los iones hidrógeno. Sencillamente, el número 7 expresa el pH de una solución neutra donde la concentración de iones hidrógeno es igual a la concentración de iones hidróxilo. Cuanto menor sea el pH por debajo de 7, más ácida será la solución y cuanto mayor sea de 7 (hasta 14), más alcalina será. Por el hecho de tratarse de una expresión logarítmica, téngase en cuenta que un pH 5 es 10 veces más ácido que un pH 6, y que un pH 4 es 100 veces más ácido que un pH 6. Análogamente una alcalinidad 10 es 100 veces mayor que una alcalinidad 8.
Existen varias formas para medir el pH de una solución, si bien las más frecuentes son:
a) El empleo de reactivos indicadores cuyo color cambia a un pH determinado.
b) Tiras de papel pH.
c) Medidores electrónicos de pH.
En la práctica, tan sólo los dos últimos sistemas se emplean y cada vez resulta más práctico y exacto medir el pH mediante medidores electrónicos de los que existen muchísimos modelos, algunos de ellos pequeños y portátiles, que facilitan la medición "in situ".
Las fibras que componen el papel no presentan grupos hidrógeno o hidróxilo, por lo que son en la práctica químicamente neutras. La acidez o alcalinidad del papel se debe, por tanto, a impurezas o sustancias que se añaden durante la elaboración y quedan formando parte de la masa fibrosa. Lógicamente, se trata de sales fácilmente hidrolizables que, en presencia de agua, desarrollan su carácter ácido o alcalino. Por tanto, es la humedad contenida en el papel (o la que se añade durante el proceso offset) la que hace posible la exteriorización de esa acidez o alcalinidad potencial contenida en el papel. En definitiva, en forma totalmente correcta, no puede hablarse de acidez o alcalinidad del papel, si no tan sólo de su capacidad para acidular o alcalinizar el agua con la que entra en contacto.
Un pH inadecuado en el proceso de impresión offset puede provocar serios problemas. Un pH demasiado ácido puede facilitar la emulsión del agua en la tinta e influir extraordinariamente en el secado de la tinta impresa, retrasándolo. Un pH demasiado alcalino puede ser responsable de un engrase de la plancha y de otros defectos indeseables. Debe existir, por tanto, un equilibrio conocido y adecuado entre el pH del papel, el de la solución de mojado y las características de la tinta.
En cuanto a la influencia del pH en el propio papel, uno de los aspectos más importantes es su permanencia y su estabilidad. Un pH ácido acostumbra a acortar la vida del papel y a reducir la solidez de su color con el tiempo. Si se desea obtener las mejores cualidades permanentes, el pH del papel debe encontrarse entre 7 y 7,5. Esta ligera alcalinidad permite hacer frente al entorno más bien ácido con el que el papel se acostumbra a enfrentar.
b) Observaciones
En general el pH del papel acostumbra a estar comprendido entre 4,0 y 9,0. Para la impresión offset se recomienda la gama existente entre pH 4,5 y pH 5,7 y para el huecograbado un pH un poco superior, entre 5,0 y 6,5; aceptándose en ambos tipos de impresión que los papeles estucados se encuentren entre 6,0 y un máximo de 8,0.
Al margen de los comentarios hechos anteriormente con respecto a la influencia de la acidez del papel en el proceso de impresión, debe tenerse en cuenta también la influencia que el pH del papel puede tener en las aplicaciones finales de éste. Por ejemplo, un papel utilizado como envoltorio de objetos metálicos nunca debería tener un pH ácido, ya que éste podría provocar su oxidación.
Los efectos negativos que se han comentado con respecto a disponer de un papel excesivamente ácido se acentúan si se incrementa el contenido de humedad en el papel, si se utiliza una cantidad excesiva de agua de mojado en la máquina offset o si la humedad relativa ambiental es demasiado alta.
14.10. Dirección de fibra
La expresión "dirección de fibra" es equivalente a la de "dirección de máquina". En definitiva, se trata de una propiedad física de todos los papeles hechos a máquina que se refiere al alineamiento que adquieren las fibras durante la formación del papel. En efecto, las fibras suspendidas en la solución acuosa que forma la pasta de papel, al ir cayendo sobre la tela de la máquina, toman precisamente la dirección de su movimiento. Dicho de otra forma, las fibras tienden a colocarse en posición paralela a la dirección en que se mueve la tela de la máquina de fabricar papel.
Esta orientación de las fibras se intensifica aún más durante el secado del papel, como consecuencia de la presión a que éste se ve sometido.
Por correspondencia con el concepto anterior, la dirección perpendicular a la del movimiento de la máquina se la conoce como dirección transversal o, también, dirección a contrafibra.
Es evidente que, a efectos estéticos, puede haber una diferencia en la impresión de una imagen en una o en otra de esas direcciones.
No obstante, existen otras diferencias mucho más importantes por el hecho de que afectan tanto a la productividad en la impresión como a las características del producto acabado.
Algunos ejemplos son:
* El papel se puede rasgar con mayor facilidad en la dirección de la fibra.
* Resulta más fácil el doblado del papel a lo largo de la dirección de la fibra.
* El papel tiene una mayor rigidez en la dirección de la fibra que en su sentido perpendicular.
* También, debido a que las fibras son mucho más largas que anchas, el papel presenta una mayor resistencia a la tensión en la dirección de fibra.
* Puesto que las fibras se dilatan más a lo ancho que a lo largo cuando absorben humedad, los cambios atmósfericos tendrán mayor influencia en la dirección a contrafibra.
* El papel tiene mayor tendencia a curvarse en la dirección a contrafibra.
Se explican a continuación diferentes sistemas sencillos para averiguar el sentido de fibra de un papel.
a) Método de la curvatura de tiras
Cortar de la muestra de papel dos tiras de unos 15 x 200 mm, en sentido perpendicular una de otra y, a la vez, paralelas a los bordes de la hoja (véase figura).
En estas condiciones, una de las muestras tendrá la dirección de fibra en sentido longitudinal y la otra, ópticamente, en el sentido transversal. Superponer ambas muestras y, tomándolas conjuntamente por un extremo con dos dedos, dejar que se arqueen por su propio peso en el aire. Cambiar la posición de las muestras de forma que, si antes se tenía la muestra A en la parte superior, ahora ésta esté debajo de la muestra B. Repetir el ensayo descrito para observar la curvatura de las tiras y, una vez identificada la que se curva más, ésta poseerá la dirección de fibra en sentido transversal. Identificando la posición que ocupaba esta muestra en la hoja se podrá deducir cuál es su dirección de fibra.
Perfil de las tiras en el ensayo de curvatura
Téngase en cuenta en este ensayo que las dos tiras A y B deben ser cortadas precisamente una en dirección de fibra y otra en dirección a contrafibra. En caso de que una y otra, aún siendo respectivamente perpendiculares, no coincidieran con estas direcciones, lógicamente, la diferencia de curvatura no se apreciaría.
b) Método de humectación de una cara
A partir de la hoja de papel, cortar una muestra cuadrada de unos 50 mm de lado previa identificación de su posición relativa en la hoja mediante el trazado de unas líneas en posición irregular. Véase la figura adjunta y obsérvese que los lados del cuadrado de muestra deben ser paralelos a los propios bordes del papel, entendiendo que éstos siguen la dirección de fibra y de contrafibra respectivamente.
Preparar una cubeta con un poco de agua y dejar nadar en ella la muestra de papel que se ha recortado. Al cabo de unos segundos (el tiempo depende de la absorbencia del papel) se producirá un curvado de la muestra, debido a la mayor dilatación que presentan las fibras del papel en el sentido transversal que en el sentido longitudinal. Mediante un lápiz de trazo resistente al agua, marcar en la hoja el eje de curvatura producida. Esta línea será paralela a la dirección de fibra del papel.
Determinación de la dirección de fibra por humectación
c) Observaciones
En muchas pruebas tales como la resistencia al plegado, la resistencia al rasgado, etc., es importante conocer la dirección de fibra, puesto que la respuesta del papel en esos aspectos varía según la dirección que se considere.
A nivel práctico, uno de los aspectos sobre los que tiene mayor influencia la dirección de fibra es en la variación dimensional por causa de la humedad. Aunque este aspecto ya ha sido comentado anteriormente, debe recordarse que las fibras de celulosa sufren un mayor cambio dimensional por efectos de la humedad en su anchura que en su largura. De esta forma, los papeles para impresión offset se acostumbran a utilizar de tal forma que la dirección de fibra vaya paralela al eje de los cilindros de la máquina. Así, cualquier variación dimensional del papel podrá ser compensada variando el desarrollo exterior de los cilindros, incrementando o disminuyendo el espesor de las alzas existentes bajo la plancha y/o bajo la mantilla.
En cambio, en aquellos casos en que el registro no sea un problema (impresión a un solo color, etc.) puede ser más interesante colocar el papel en la máquina offset de forma que la dirección de fibra vaya en el sentido de avance del papel. De esta forma se consigue un mejor comportamiento mecánico del papel durante la impresión y su abarquillamiento resulta menos problemático en la pila de salida. Esto es particularmente cierto en la impresión offset de pequeños formatos, donde los sistemas de arrastre del papel en la salida son más bien simples.
No debe tampoco olvidarse las operaciones que vayan a realizarse con el papel después de la impresión ni tampoco sus aplicaciones como producto acabado. El hecho de que algunas propiedades del papel tengan un comportamiento distinto en la dirección de fibra que en la dirección a contrafibra aconsejan planificar la impresión, de manera que se disponga de los mejores resultados finales. Desde el punto de vista productivo, recuérdese que el papel se dobla con mayor facilidad en la dirección paralela a la orientación de las fibras. En cambio, la resistencia al rasgado y la resistencia al plegado son mayores en la dirección a contrafibra. Por ello, se aconseja imprimir de tal forma el papel que la dirección de fibra resulte paralela al lomo de los libros cuando éste va a ser el producto impreso. En caso contrario, se pueden producir distorsiones en el lomo del libro y las páginas pueden resultar más difíciles de pasar.
El papel que se emplea para la fabricación de hojas que van destinadas a archivadores de anillas presentarán mayor resistencia y rigidez si la dirección de fibra es perpendicular al borde que queda sujeto.
Teniendo en cuenta que es más fácil doblar el papel en forma paralela a la dirección de fibras es importante programar los dobleces en cruz, de manera que el plegado más difícil (normalmente el último que se tiene que realizar en cada signatura) coincida precisamente en forma paralela con la dirección de fibra.
Si el producto acabado debe someterse a un esfuerzo mecánico concreto, esto debe tenerse en cuenta a la hora de decidir la dirección de fibra del papel correspondiente. Así, por ejemplo, la impresión de cheques y documentos que deben ser manipulados mecánicamente por aparatos deberán poseer la dirección de fibra perpendicular al borde de avance.
Como puede deducirse de todos estos comentarios, la decisión de disponer de una mayor facilidad en la producción del producto impreso puede resultar contrapuesta al deseo de una mayor resistencia durante su utilización final. En cualquier caso, será importante valorar las ventajas e inconvenientes de una u otra posición del papel y, de acuerdo con el cliente, tomar la decisión más adecuada a nivel global.

Que bueno, el area de diseño pilla de nuevo vidilla, que bien 🙂